珩磨机的发展随着当今高新技术的技术和产品越来越好,加工材料的种类越来越多,加工难度也越来越大,对加工工艺的要求也越来越高,主要是珩磨加工精加工系统,要求在大批量生产中,不但要能大限度地延长刀具的使用寿命,还要能增加工件的表面边缘层的抗磨性和几何精度。
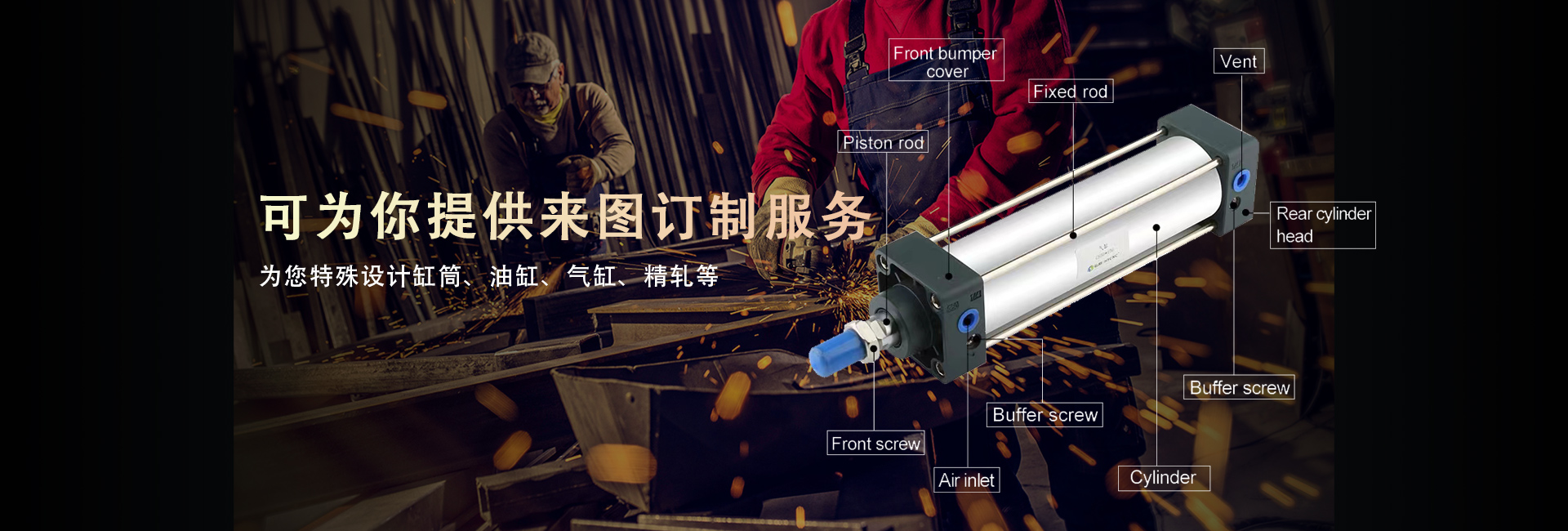
珩磨机是用一块或多块装在珩磨头圆周上的油石,用升开机构将油石沿径向升开,压向工件孔壁。以便产生而接触。同时,珩磨头旋转和往复,零件不移动;或珩磨头只旋转工件往复,以实现珩磨。
研磨头的进给方式主要有定量进给和定压进给两种。定量进给珩磨时,送料机构将送料速率恒定,使磨粒强制切入工件。当油石切削力降低时,进给量大于实际磨削量,珩磨压力较高,使磨粒脱落断裂。在定压送料时,由于工件表面凹凸不平,需要实时调整珩磨头的进刀量,以保障工件能承受相应的磨削力。
珩磨时,由于珩磨头旋转往复,或者工件旋转往复,通过加工形成十字螺旋的切削轨迹。在两个冲程中,珩磨头相对于工件在圆周方向上错开相应角度,这样珩磨头上的每个磨粒在孔壁上的运动轨迹就不会重复。此外,每次珩磨头旋转时,油石与前1次旋转的切削轨迹在轴向上都有一个重叠长度,使得前后磨削轨迹之间的连接平滑和均匀。
珩磨工艺的发展受到诸多因素的影响,如珩磨前预加工、零件特性、零件加工性能要求、加工公差以及零件小型化的发展趋势等。随着珩磨技术的不断发展,它已成为目前孔件具发展力的加工手段之一,在未来孔系精加工领域,珩磨将得到宽泛的应用。
在珩磨头上主要采用镶嵌工艺,加工表面经精整后加工的孔径为5-500毫米,对于较大的柱形孔、阀孔、缸孔、箱孔、连杆孔等,孔径和孔深的比例可达10-500毫米,或较大,在相对条件下,珩磨还可以加工平面和外圆、球面,甚至齿面等,如圆柱珩磨,其表面多为粗糙度较高,精磨时可达Ra0.04微米以下,加工精度约为IT7-4级,对某些平面珩磨的表面质量可能稍差一些。
珩磨机的工艺发展其实也受到一些因素的影响,比如说材料的特性,零件的工艺要求等等,这些因素也就是工艺的要求,也推动了珩磨技术近几年来的加快发展。